Month 9-12
Full-scale productions
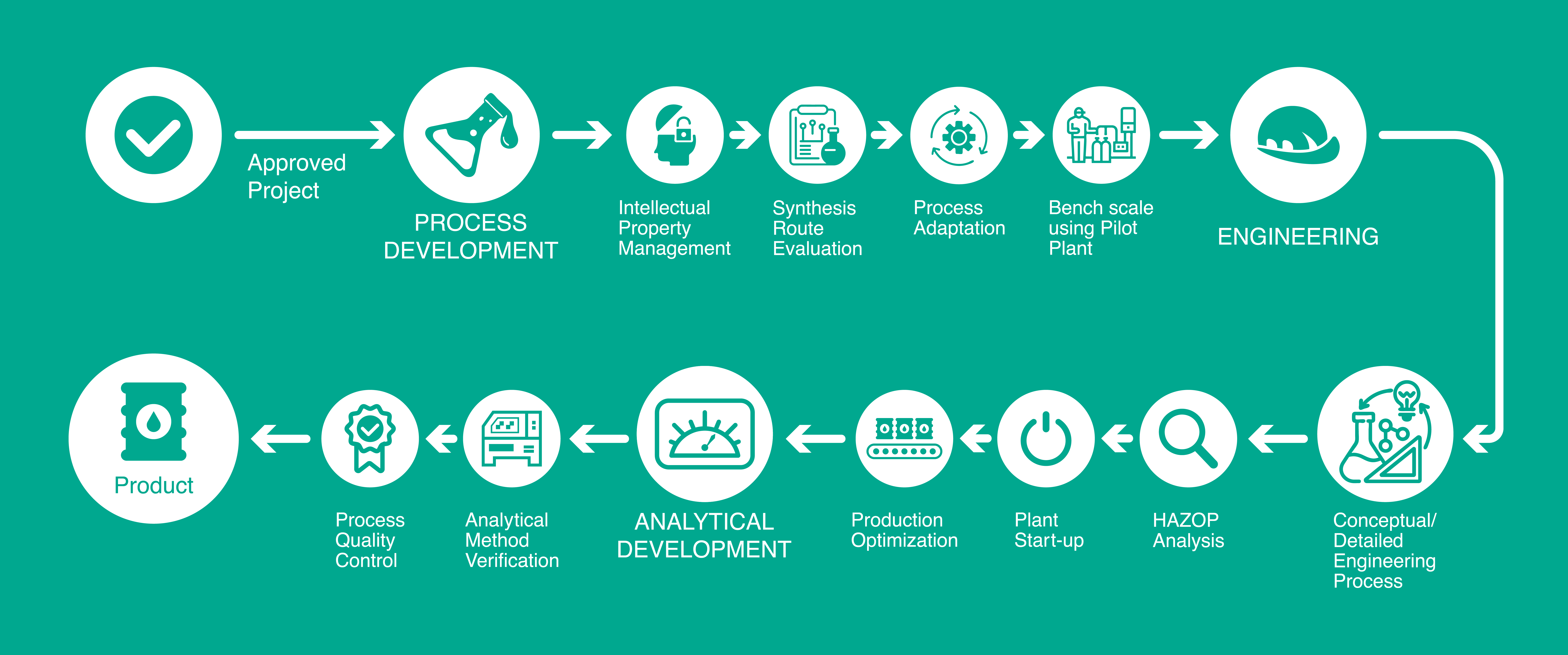
- Prodcution of customer orders at full capacity

Pilor plant
- Brings more flexibility for process testing (if needed)
- Proof of concept before going to full scale plant product
- Work-in-progress improvements at current products
- Production of samples for registration and validation purposes (e.g. 5 batch analysis)

Month 9-12
Lab
- First step in the develoment process of a new product
- High flexibility to adopt to customer need


FIND OUT MORE

FIND OUT MORE
FIND OUT MORE

FIND OUT MORE
Ideal location to approach USA & Brazil markets
Long term stability
Multisteps synthesis capability in one site
Continuous improvement and optimization of processes
Qualified workforce (manpower)
Wide experience handling difficult materials
Environmentally conscious

In-house Project management and implementation
Internationally certified operations
Competitive cost structure